Photographe à l'Inventaire général du patrimoine culturel de Haute-Normandie, puis de Normandie, de 1975 à 2021.
Dossier d’œuvre architecture IA76002752
| Réalisé par
- patrimoine industriel, patrimoine industriel de la vallée de la Basse-Seine
usine de construction automobile Renault
Œuvre étudiée

Auteur
(reproduction)
Copyright
- (c) Région Normandie - Inventaire général
- (c) Renault
Dossier non géolocalisé
Localisation
-
Aire d'étude et canton
Vallée de la Basse-Seine
-
Hydrographies
la Seine
canal de Tancarville
-
Commune
Sandouville
-
Lieu-dit
zone industrielle
-
Adresse
route du Canal de Tancarville
-
Cadastre
2008
AC
6
;
-
Dénominationsusine de construction automobile
-
Précision dénominationusine de carrosserie et de montage
-
Appellationsusine de construction automobile Renault
-
Parties constituantes non étudiéesatelier de fabrication, bureau, cour, voie ferrée, canal
Renault 16 (1964- 1979) : 1 401 205 unités
Renault 15 et 17 (1971-1979) : 135 407 unités
Renault 12 (1974-1983) : 119 894 unités
Renault 20 (1976-1984) : 607 405 unités
Renault 30 (1975-1983) : 136 403 unités
Renault 18 (1978-1986) : 817 732 unités
Renault 25 (1984-1992) : 779 688 unités
Renault 21 et Nevada (1986-1995) : 810 408 unités
Safrane (1992-2000) : 313 448 unités
Laguna I (1992-2001) : 1 234 410 unités
Laguna II (2000-2007) : 1 108 278 unités
Vel Satis (2002-2009) : 62 201 unités
Espace IV (2002-2014) : 378 574 unités
Laguna III (2007-2015) : 351 026 unités
Trafic III et Vivaro (2014-2015) : 124 814 unités
×
En mars 1963, dans un contexte de pleine croissance pour l'industrie automobile, la Régie Renault alors dirigée Pierre Dreyfus prend la décision pour accroître sa production de créer au Havre une nouvelle usine de montage pour ses voitures haut de gamme et le lancement d'un nouveau modèle : la R16. La nouvelle est annoncée par voie de presse le 23 juillet 1963. Le projet constitue, après Flins et Cléon, la troisième étape d’implantation du constructeur le long de la Seine.
La solution économique initiale aurait été l’extension de l’usine de Flins construite en 1952. La solution politique proposée par le Commissaire général au plan et par le ministre chargé de l’aménagement du territoire était une implantation en Bretagne alors touchée par la fermeture des forges d’Hennebont.
Le choix du Havre ou plus exactement de la commune de Sandouville (à l’époque, la Zone Industrielle Portuaire n’est pas encore aménagée) tient à la coexistence de plusieurs facteurs : les facilités d'exportation maritimes et fluviales p
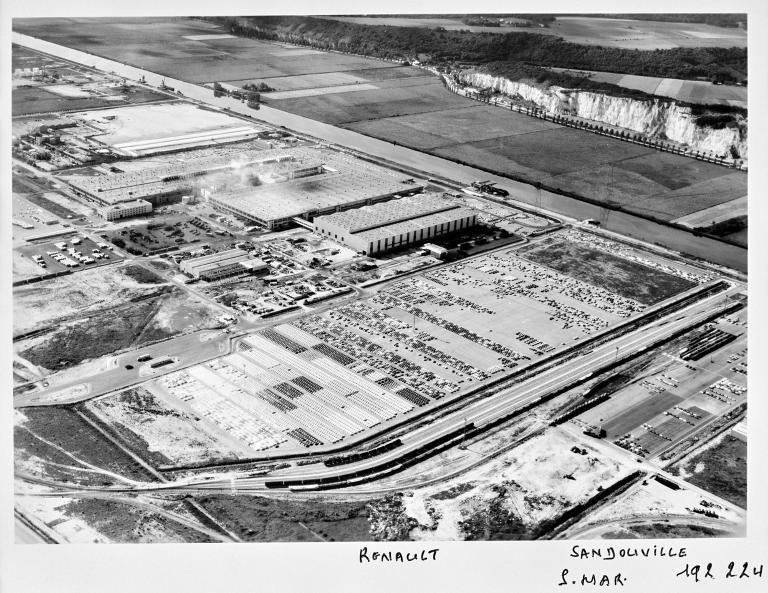
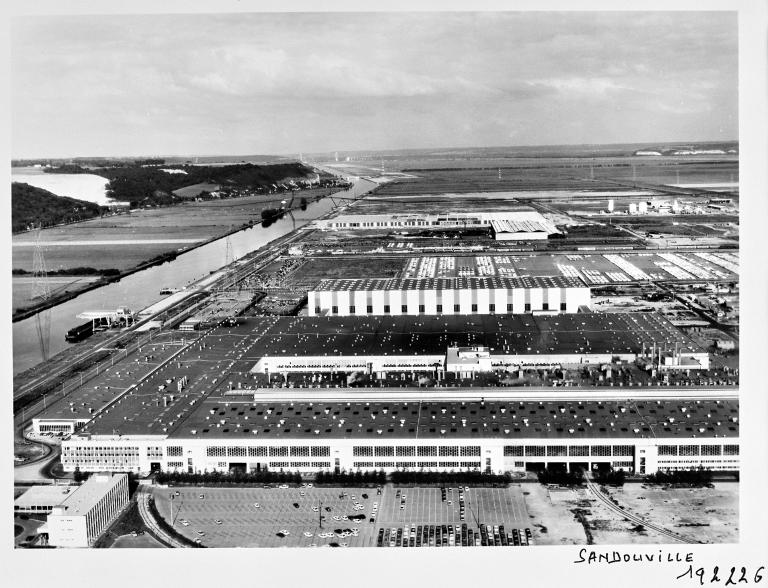
En 1963, la régie fait donc l'acquisition pour le prix modique de 0,60 f le m2 d'un vaste terrain de 152 ha sur la partie est de la plaine alluviale, qui deviendra bientôt la grande zone industrielle du Havre. Préalablement à l'édification de l'usine, d'importants travaux de remblaiement et de terrassement sont réalisés pour viabiliser le site. Le niveau du sol est surélevé d'1,30 m sur plus de 30 ha le long du canal de Tancarville qui borde le terrain au nord. On utilise pour le remblaiement la terre provenant des travaux d'élargissement du canal qui est à l’occasion élargi de 6 m sur une distance d'1 km. ar le port du Havre et le canal de Tancarville, l'étendue des terrains disponibles et leur très faible coût, la présence de l'important bassin de main de Havre et de l'arrière-pays rural du Pays de Caux.
La construction de l'usine proprement dite, conçue en interne par la Société d’Etudes et de Réalisations Industrielles Renault Engeneering, commence en juillet 1963 et requiert l’intervention de 40 entreprises et de plus de 400 ouvriers. L’assise du bâtiment est assurée par 2 300 pieux en béton.
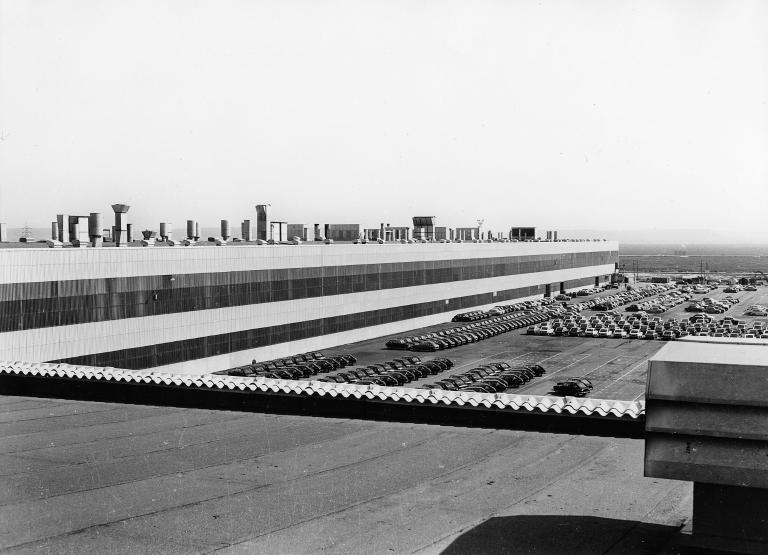
Au terme de 18 mois de travaux, la première tranche de l'usine est achevée en décembre 1964. Elle porte sur la construction d’un vaste bâtiment édifié sur un plan en U. L’aile est abrite l’atelier de tôlerie où sont assemblés les units (portes, planchers, pavillons…) puis la caisse. L’aile ouest accueille les ateliers de peinture et de sellerie. La barre transversale, qui relie les deux ailes, reçoit l’atelier de montage final et de finition où les organes mécaniques venant de Cléon, du Mans ou de Billancourt sont montés sur la caisse. Les ateliers sont édifiés sur deux niveaux suivant le même principe constructif : la structure en béton du rez-de-chaussée porte une plate-forme, en béton également, sur laquelle repose la structure métallique du premier étage. Chaque niveau a sa fonction propre suivant un mode récurant dans l’usine : stockage et préparation des pièces au rez-de-chaussée, production au premier étage. Ce système permet en outre de rationaliser les manutentions et de simplifier les flux de circulation. La première tranche de l’usine prévoit également la construction d’une importante centrale électrique qui assure au site son autonomie énergétique. Au terme de cette première tranche, l’usine totalise plus de 120 000 m² de surface couverte. En moins de trois mois, tous ces ateliers sont équipés des installations les plus modernes : machines-transferts, chaînes de fabrication, convoyeurs, canalisation de fluides, système d’air comprimé... L’usine démarre avec un effectif de 360 personnes et à la fin de l’année 1964, les premières Renault 16 sortent des lignes de finitions.
L’usine de Sandouville appartient à la catégorie des usines succursales, n’assurant que quelques-unes des opérations nécessaires à la fabrication d’une voiture. Située en bout de chaîne elle a pour vocation la production des carrosseries et le montage des véhicules.
Sa création entraîne la mise en place des réseaux de communication indispensables à son fonctionnement : ponts, routes, voies ferrées en sus de la voie fluviale. Largement utilisé les premières années, le fleuve n’assure désormais plus que 11% des expéditions de véhicules, contre 29% par la voie ferrée et 60 % par la route.
Le succès de la R16 est immédiat. Elue, dès sa sortie, voiture de l’année par les professionnels de l’automobile, avec mention spéciale pour sa conception technique et esthétique, la R16 conquiert également le public. Les ventes explosent. Pour satisfaire la forte demande, les cadences s’accélèrent. En 1965, 12 511 R16 sortent de Sandouville. La production atteint 73 330 véhicules en 1966 et 92 867 en 1968. Le chiffre de 5 000 employés est atteint en 1969.
Pour augmenter sa capacité de production et passer de 500 à 900 véhicules par jour, des extensions sont opérées de façon quasi continue jusqu'au milieu des années 1980. Elles sont pour l’essentiel exécutées entre 1969 et 1974.
En 1969, un nouvel atelier de montage de 68 000 m² est édifié dans le prolongement de l'atelier de peinture à l’ouest. La même année, un centre d'emboutissage de 25 000 m² est construit à l'est de l'atelier de tôlerie auquel il est relié par des voies d'accès couvertes. Sa création permet à l'usine de Sandouville qui recevait de celle de Flins les pièces de carrosserie préalablement embouties, de les fabriquer sur place et donc de gagner en autonomie.
En 1974, l'atelier de tôlerie est prolongé sur 100 m au sud et les ateliers de montage sont augmentés également mais dans une moindre mesure. Entre temps en 1971, est construit le bâtiment des bureaux et de la direction. Cette série d'extensions entraîne le triplement de la surface au sol de l'usine, qui totalise près de 455 000 m² de surface couverte.
La R16 est le seul modèle produit à Sandouville jusqu’en 1970. Après cette date, elle doit partager les lignes de fabrication avec de nouveaux modèles : la R15 et R17 en 1971, la R12 à partir de 1973. Lorsqu’en 1979, la Régie prend la décision d’arrêter la gamme, l’usine de Sandouville compte à son actif plus d’1,4 million de R16. Record égalé par aucun autre modèle.
Les transformations réalisées par la suite portent davantage sur la mise en place de nouveaux procédés tels que le traitement des caisses par cataphorèse dans un atelier de 300 mètres de long sur à peine 10 de large, mis en service en 1982. Ce procédé permet de déposer par électrolyse une résine protectrice sur la carrosserie afin d’améliorer l’adhérence et la répartition des couches de peinture. L’usine comprend également une immense aire de parking pour le personnel et pour le stockage des véhicules neufs.
Les transformations consistent également en l'adaptation de l'appareil de production aux nouveaux modèles de véhicules mis en fabrication. Après l'énorme succès de la R16, l’usine produit les R 20 et R 30 de 1974 à 1983, puis la R 18 de 1978 à 1985, puis la R 25 de 1983 à 1990 et enfin plus récemment la Safrane et aujourd'hui les Laguna, Espace et Vel Satis, trois modèles différents comportant des composants communs.
Malgré les chocs pétroliers, l'usine de Sandouville voit son effectif et sa production croître régulièrement jusqu'à la fin des années 1970. Le chiffre record est atteint en 1977 avec plus de 12 000 employés. Le nombre de véhicules produits par jour oscille, selon le contexte économique du marché de l’automobile, entre 500 et 1000.
Aujourd'hui, en raison de l'automatisation de l'ensemble des opérations et de la polyvalence des lignes d'assemblage, la capacité de production est de 1 200 véhicules par jour pour un effectif qui se stabilise autour de 4 200 employés, ce qui en fait encore, en terme de main d’œuvre, le plus important établissement de la région. Cependant la politique du « produire plus » a cédé sa place à une logique de flexibilité permettant d’adapter immédiatement la production à la demande. Cette stratégie a favorisé l’agrégation en abord de l’usine de nombreux fournisseurs et autres prestataires de service.
-
Période(s)
- Principale : 3e quart 20e siècle , daté par travaux historiques
- Principale : 4e quart 20e siècle , daté par travaux historiques
-
Dates
- 1964, daté par travaux historiques
- 1969, daté par travaux historiques
- 1971, daté par travaux historiques
- 1979, daté par travaux historiques
- 1982, daté par travaux historiques
-
Auteur(s)
- Personnalité : propriétaire, commanditaire attribution par source
-
Auteur :
Société d’Etudes et de Réalisations Industrielles Renault Engeneeringconducteur de travaux attribution par travaux historiquesSociété d’Etudes et de Réalisations Industrielles Renault EngeneeringCliquez pour effectuer une recherche sur cette personne.
L’usine est construite en béton sur deux niveaux, sur un plan en U et mesure 500 m de long sur 350 m de large. Le rez-de-chaussée consiste en une plate-forme en béton sur laquelle repose les structures métalliques du premier étage. Elle comprend, dans son organisation actuelle, deux unités de fabrication : l’un affecté à l’emboutissage et à la tôlerie, l’autre à la peinture, la sellerie et la mécanique. L’usine possède également un atelier de finition et de retouche et un centre de livraison/expédition.
Le processus de fabrication d’un véhicule se décompose, dans une usine de carrosserie et de montage telle que celle de Sandouville, en quatre étapes.
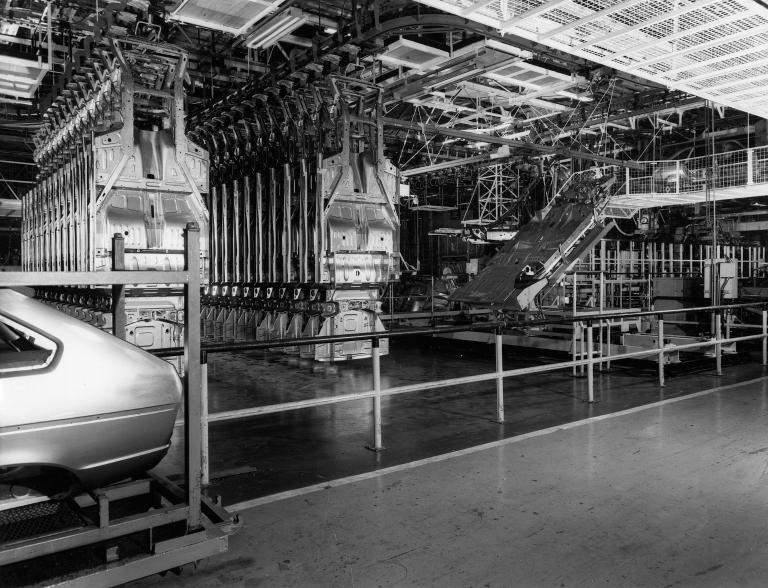
La première phase commence dans l’atelier d’emboutissage où sont réalisées, à partir de feuilles de tôle conditionnées en bobines de 10 à 20 t, les différentes pièces de la carrosserie. Ces feuilles sont découpées en flans de différentes tailles selon la pièce fabriquée puis chargées dans les lignes de presses automatiques où elles sont embouties pour épouser la forme souhaitée. Avant 1970, date à laquelle l’atelier d’emboutissage est mis en service, l’usine de Sandouville recevait de Flins tous les éléments de carrosserie. Ceux-ci étaient acheminés par route ou par voie d’eau.
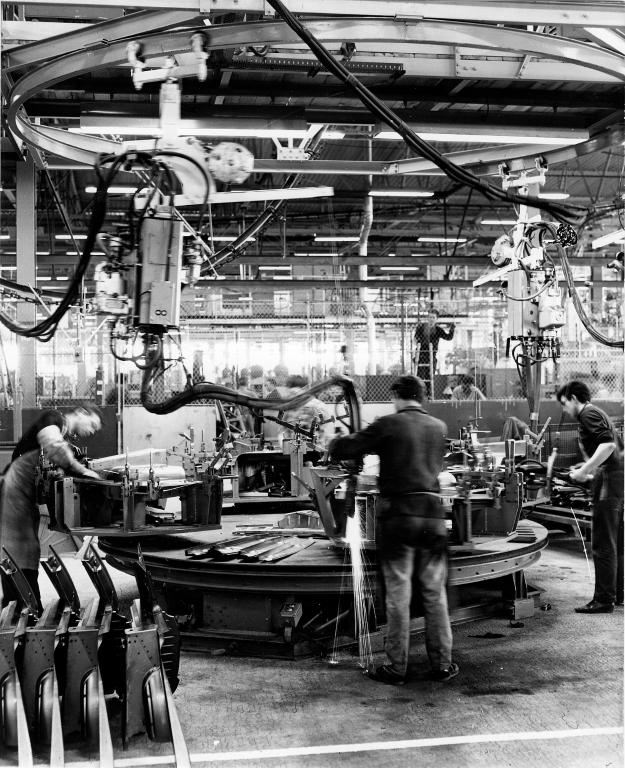
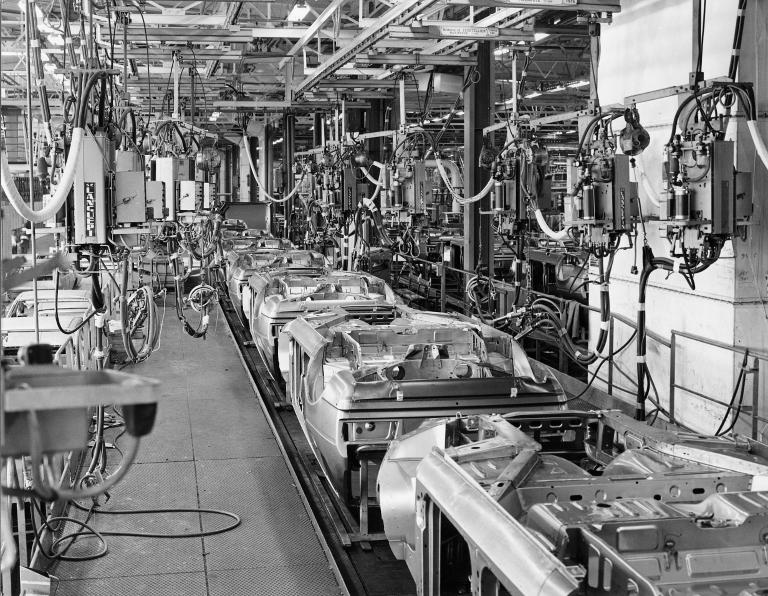
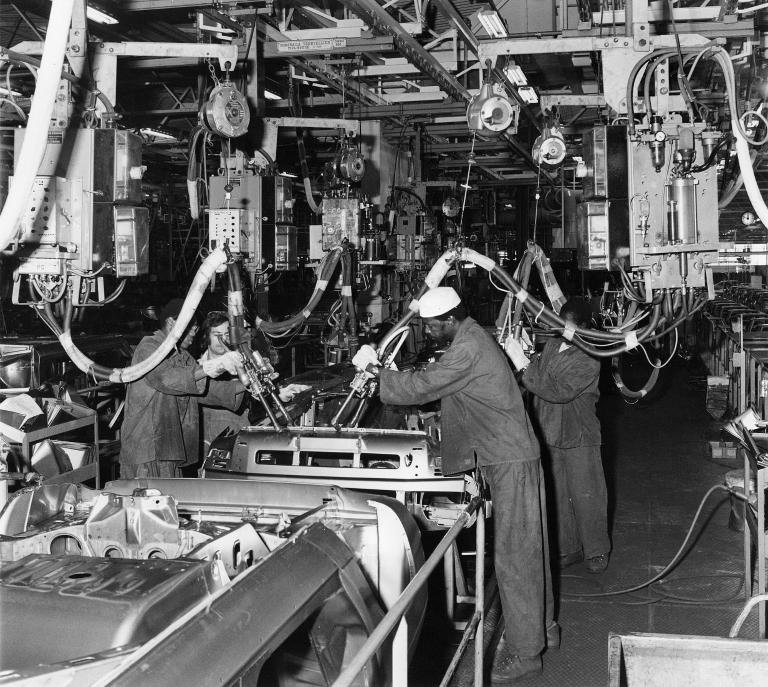
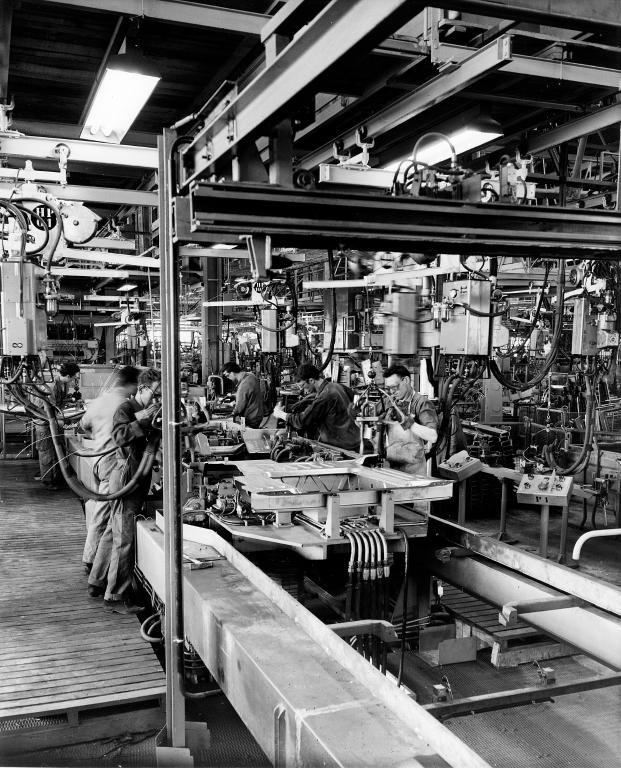
La seconde étape s’effectue dans l’atelier de tôlerie où les différentes pièces de la carrosserie sont assemblées entre elles. L’assemblage s’effectue par soudure sur des chaînes automatisées aujourd’hui fortement robotisées qui occupaient, dans les années 1970, une main d’œuvre importante. Un convoyeur de 1,5 km assure le déplacement automatique des caisses. Les règles de précision et de qualité imposent un contrôle après chaque opération d’assemblage. A la fin du montage, chaque caisse a subi près de 60 contrôles.
Une fois assemblées, les caisses gagnent l’atelier de peinture qui consiste en une installation de 850 m de long où s’effectue la troisième étape du processus. La technique du trempé par électrophorèse qui y est appliquée permet de déposer sur la carrosserie une couche de peinture anti-corrosion en immergeant la caisse dans un bac, l’une et l’autre étant respectivement reliées aux pôles positif et négatif d’un générateur. Les particules de peinture se trouvent attirées par la caisse et s’y fixent en se déchargeant. Ce procédé accroît la pénétration de la peinture dans les corps creux et améliore l’adhérence et la répartition des couches. A l’issue de l’opération, chaque caisse reçoit plus de 18 kg de peinture anti-corrosion qui lui assurent un aspect irréprochable et une protection maximale en cas de choc. Les caisses peintes sont recouvertes d’un film de laque puis séchées dans une étuve de séchage. Au sortir de l’étuve, chaque caisse est scrupuleusement examinée dans un tunnel de contrôle, pourvu de néons et de plaques réfléchissantes.
Le processus s’achève par le montage des véhicules. Les opérations sont réalisées sur une chaîne de montage et consistent à monter sur les caisses suspendues à un convoyeur aérien tous les organes mécaniques de la voiture (boites de vitesse, moteurs, roues…) fournis par les usines de mécanique du groupe et autres fournisseurs. Au terme d’un parcours de 3 km sur les convoyeurs et les chaînes de montages de l’usine, chaque voiture passe une dernière série de contrôles (réglage des barres de torsion, vérification du répartiteur de freinage, du parallélisme, de l’étanchéité du véhicule…). L’essai du véhicule sur piste clôt le processus.
-
Murs
- béton béton armé
- métal
-
Toitsbéton en couverture
-
Plansplan régulier en U
-
Étages1 étage carré
-
Couvertures
- terrasse
-
Énergies
- énergie électrique produite sur place
-
Statut de la propriétépropriété privée

- (c) Région Normandie - Inventaire général
- (c) Renault

- (c) Région Normandie - Inventaire général
- (c) Renault

- (c) Région Normandie - Inventaire général
- (c) Renault

- (c) Région Normandie - Inventaire général
- (c) Grand Port Maritime du Havre

- (c) Région Normandie - Inventaire général
- (c) Grand Port Maritime du Havre

- (c) Région Normandie - Inventaire général
- (c) Renault

- (c) Région Normandie - Inventaire général
- (c) Grand Port Maritime du Havre

- (c) Région Normandie - Inventaire général
- (c) Renault
- (c) Région Normandie - Inventaire général
- (c) Renault

- (c) Région Normandie - Inventaire général
- (c) Renault
- (c) Région Normandie - Inventaire général
- (c) Musées historiques du Havre

- (c) Région Normandie - Inventaire général
- (c) Musées historiques du Havre
- (c) Région Normandie - Inventaire général
- (c) Musées historiques du Havre

- (c) Région Normandie - Inventaire général
- (c) Grand Port Maritime du Havre

- (c) Région Normandie - Inventaire général
- (c) Grand Port Maritime du Havre

- (c) Région Normandie - Inventaire général
- (c) Grand Port Maritime du Havre

- (c) Région Normandie - Inventaire général
- (c) Grand Port Maritime du Havre

- (c) Région Normandie - Inventaire général
- (c) Grand Port Maritime du Havre

- (c) Région Normandie - Inventaire général

- (c) Région Normandie - Inventaire général

- (c) Région Normandie - Inventaire général

- (c) Région Normandie - Inventaire général

- (c) Région Normandie - Inventaire général

- (c) Région Normandie - Inventaire général

- (c) Région Normandie - Inventaire général

- (c) Région Normandie - Inventaire général

- (c) Région Normandie - Inventaire général

- (c) Région Normandie - Inventaire général
- (c) Renault
- (c) Région Normandie - Inventaire général
- (c) Renault

- (c) Région Normandie - Inventaire général
- (c) Renault
- (c) Région Normandie - Inventaire général
- (c) Renault
- (c) Région Normandie - Inventaire général
- (c) Renault
- (c) Région Normandie - Inventaire général
- (c) Renault
- (c) Région Normandie - Inventaire général
- (c) Renault
- (c) Région Normandie - Inventaire général
- (c) Renault

- (c) Région Normandie - Inventaire général
- (c) Renault

- (c) Région Normandie - Inventaire général
- (c) Renault

- (c) Région Normandie - Inventaire général
- (c) Renault

- (c) Région Normandie - Inventaire général
- (c) Renault
Bibliographie
-
KERN, Henri-Paul. En 1970 on assemblera huit cents voitures par jour à Renault Sandouville. In Présence Normande, 1969, n°4, pp. 15-17.
-
Archives départementales de Seine-Maritime, Rouen : 1AI P1
MISSION D'ÉTUDE ET D'AMÉNAGEMENT DE LA BASSE-SEINE. Industrialisation de la Basse-Seine. Étude des branches industrielles. 10-L'industrie automobile. Novembre,1969.
-
REGIE NATIONALE DES USINES RENAULT. L'usine du Havre-Sandouville. - Sandouville : R.N.U.R., 1973. 4 p.
-
PICARD, Fernand. L’épopée Renault. Paris, Albin Michel, 1976, 375 p.
-
Archives départementales de Seine-Maritime, Rouen : BHSM 616
GEHIN, Louis, POITOU, Jean-Calude Poitou. Des voitures et des hommes, les vingt ans de Renault-Sandouville. Paris, La découverte, 1984, 266 p.
-
SERVICE COMMUNICATION RENAULT SANDOUVILLE. De la Renault 16 à la Safrane, 30 ans de haut de gamme. Paris, Edition Bres, 1994, 76 p.
-
LOUBET, Jean-Louis. L’automobile en Normandie. Fécamp: éd. des Falaises, 2004, 94 p.
-
VALENTOT, Edith, LE BRUN, Dominique, MOINARD, Jérôme. Renault Sanduville - 50 ans d'Excellence - 1964-2014. Ed. Sophie Picon, 2015.
-
REAL, Emmanuelle. Le paysage industriel de la Basse-Seine. Rouen : Connaissance du patrimoine de Haute-Normandie, Service régional de l'inventaire du patrimoine culturel de Haute-Normandie, coll. Images du patrimoine 249, 2008, 263 p.
p.186 à 189.
Périodiques
-
KERN, Henri-Paul. Renault à Sandouville. In Présence Normande, mai 1965, 16e année, n°5, pp. 29-34.
Date(s) d'enquête :
2007;
Date(s) de rédaction :
2008
(c) Région Normandie - Inventaire général
Real Emmanuelle
Cliquez pour effectuer une recherche sur cette personne.
Real Emmanuelle
Chargée de recherches à l'Inventaire général du patrimoine culturel de Haute-Normandie, puis de Normandie, depuis 1992. Spécialité : patrimoine industriel.
Articulation des dossiers

Chargée de recherches à l'Inventaire général du patrimoine culturel de Haute-Normandie, puis de Normandie, depuis 1992. Spécialité : patrimoine industriel.