
L’extraction et la préparation de la pâte
Il y a quelques années, de l’argile, extraite par M. Couture au Tronquay, a été mise en réserve par Yves Cheval au nord et à l’est du bâtiment de préparation de la pâte : cette terre à pot est utilisée pour la fabrication de l’usine. Cette argile rouge est préparée dans un atelier spécifique localisé dans la partie nord du bâtiment contenant le four rectangulaire.
La pièce contient deux terriers contigus d’une capacité totale de 10 m3. La terre arrosée pourrit avant d’être travaillée. Les objets façonnés, ratés et non cuits sont mis en terrier. L’argile y est d’abord rapidement marchée aux pieds, avant d’être passée dans un malaxeur-broyeur. Une fois malaxée et laminée, la pâte passe dans une étireuse-dégazeuse qui l’homogénéise et la conditionne en boudins. La pâte travaillée, ainsi mise en boudins, est entreposée avant emploi.
Le façonnage
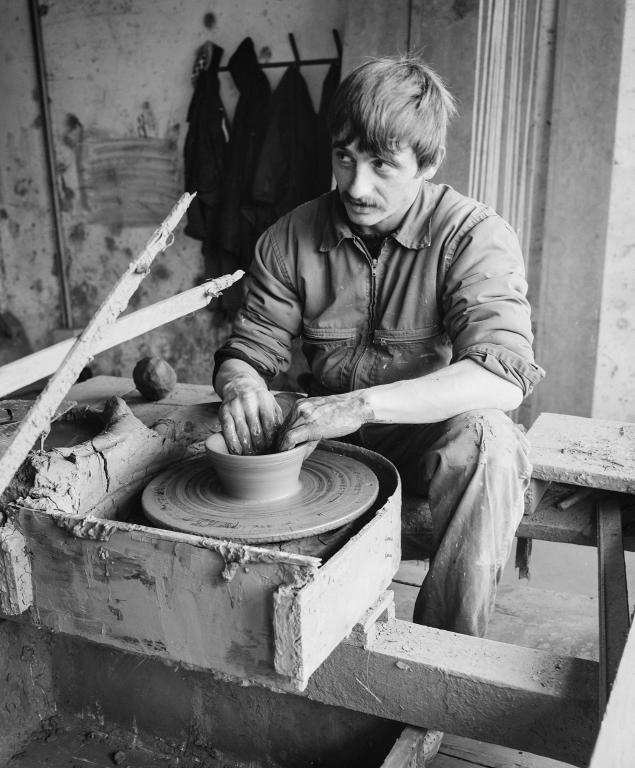
Le façonnage se fait par tournage. À l’époque de René Castel, trois tours étaient utilisés. Aujourd’hui, un seul tourneur procède à ce travail sur un ancien tour mécanique électrifié.
Le potier assis sur le bâti du tour reçoit la lumière naturelle du côté gauche (orientation nord).
Tout d’abord, le tourneur plaque un ballon d’argile sur la girelle de son tour. Une fois le tour en marche, après avoir trempé ses mains dans de la barbotine, le potier presse la pâte avec ses doigts et la creuse (IVR25_19891401003X). Puis le tourneur monte progressivement l’argile lui donnant la forme de l’objet voulu (IVR25_19891401006X). La poterie est alors lissée et polie à l’estèque (IVR25_19891401007X).


Une fois terminée, la poterie est détachée de la girelle avec un fil de fer et déposée sur une planche de séchage. Après un premier séchage à l’atelier, certaines pièces, comme les bouteilles à calvados, sont décorées d’appliques moulées en kaolin.
Des moules en plâtre étaient utilisés par Désiré Ygouf et René Castel pour modeler certains produits (ex : tabatières de poche) ou pour façonner des appliques de décor.
René Castel notait que sa belle-mère, Madame Anaïs Ygouf, aurait été à l’origine de la poterie fantaisie1. Des éléments d’argile blanche découpés et moulés à part étaient collés à la barbotine sur certaines formes : par exemple, les bouteilles à calvados avec l’inscription « Calvados », des pommes et des feuilles. Les ornements les plus fréquents étaient les fruits, les fleurs (roses à larges pétales) et les feuillages.
Le séchage
Pour le séchage, les planches à pots sont entreposées soit sur le sol dans une partie de la halle aux fours circulaires, soit sur des étagères en bois installées dans la pièce du four rectangulaire.
La cuisson
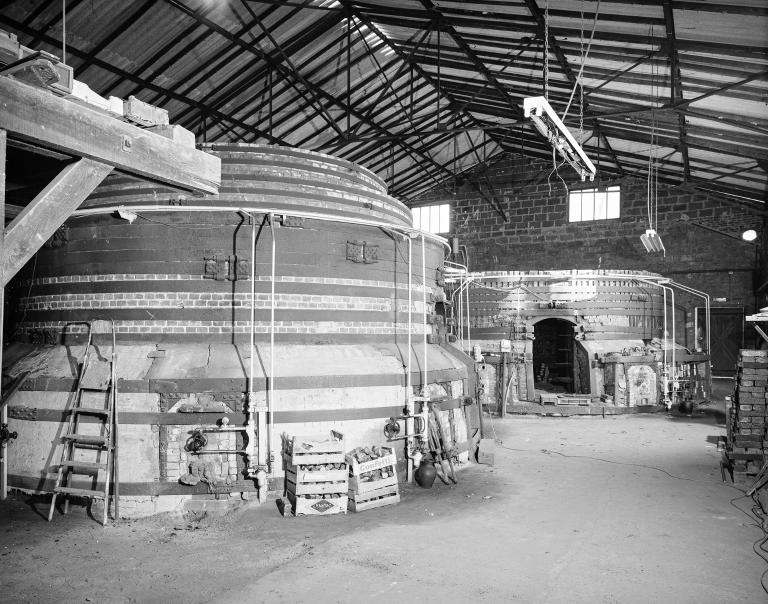
Jusqu’au milieu des années 1930, la cuisson des poteries était pratiquée dans des fours à flamme directe et à tirage horizontal. À partir de 1935, René Castel cuisait dans les deux fours circulaires à flammes renversées. Ces derniers qui étaient chauffés au bois jusqu’en 1964 sont encore utilisés : des brûleurs à mazout ont été mis en place.
L’enfournement
Les produits à cuire sont encastrés dans des empilements de plaques, de colonnettes et de briques en matériau réfractaire (mulcorite). Le sable étalé sur la sole empêche le collage des empilements sur cette sole. Une fois le chargement terminé, la porte d’enfournement est murée avec des briques maçonnées avec de l’argile.
La chauffe, le refroidissement et le défournement
Avec le mazout, la durée de cuisson est de 48 heures, alors qu’il fallait au moins 70 heures lorsqu’on procédait à la cuisson avec le bois. Chaque four consommait 70 stères de bois par fournée.
La température atteinte pour cuire les poteries est de l’ordre de 1 200°C. En fin de chauffe, dans la dernière heure, du sel est jeté par le côté du four (ouverture aménagée dans le murement des portes d’enfournement) et les carneaux situés au-dessus du four. Après quoi on arrête la chauffe et on ferme toutes les ouvertures du four. Une attente de quatre ou cinq jours est nécessaire pour parvenir à un refroidissement complet permettant le défournement. Les produits sont sortis du four, triés et placés dans des « cadres » en bois que l’on dispose dans les hangars de stockage.
À chaque fournée, on estime à une ou deux colonnes de pots le rebus extrait de chaque four, soit 2 à 3 % de la charge.
Ces fours circulaires sont entretenus régulièrement. Chaque alandier est refait en moyenne tous les dix ans. Des témoins - inscription dans la maçonnerie des alandiers - datent les réfections. Sur le grand four circulaire, on relève les dates suivantes : 14/11/88, 22/06/88, 20/04/85, 30/04/75.
La commercialisation
Dès sa création, la nouvelle poterie de Désiré Ygouf fut un établissement important.
La poterie disposait en 1895, d’un malaxeur à manège2 et employait 12 tourneurs. Elle faisait 90 fournées par an3.Pour cette période florissante de l’exploitation Ygouf, nous disposons d’un carnet de commandes de la poterie Désiré Ygouf pour l’année 18964.
Ce document permet de connaître les lieux de vente et les quantités commandées de chaque catégorie de poteries. À cette date, elle possédait un représentant qui parcourait les départements de la Manche et de la Bretagne prenant des commandes auprès des marchands de vaisselle, des épiciers et divers petits négociants.
A cette époque les commandes étaient des commandes de poteries utilitaires se vendant 6,5 F à 7,5 F le jet et les poteries artistiques étaient utilisées comme cadeaux publicitaires.
Les lieux d’origine des commandes étaient principalement situés dans le Calvados et la Manche ; quelques importantes commandes venaient aussi d’Ille-et-Vilaine et de Seine-Inférieure. Les commandes des autres départements normands - Orne et Eure - étaient négligeables.
Durant l’année 1896, les commandes les plus importantes portaient sur les bouteilles (556 jets de bouteilles de toutes sortes, environ 16 000 bouteilles), sur les terrines (956 jets soit 137 000 pièces), sur les pots à salaison (524 jets, soit 5 000 pièces), sur les mahons (442 jets, soit 3 300 mahons).
Parmi les autres commandes, on note les "sérènes" (257 jets), les cruches (90 jets), les pots à lard (174 jets), les barattes à beurre (52 jets), les soupières (20 jets), etc. Au total ce ne sont pas moins de 500 à 60 000 pièces. Alain Bavoux avance un calcul de la production annuelle de la fabrique : il estime qu’un tourneur pouvant poter 3 jets par jour, la production journalière était théoriquement de 36 jets5 soit 9 000 jets pour 250 jours de travail. La production annuelle de la poterie Désiré Ygouf aurait pu être de 90 à 100 000 pièces. 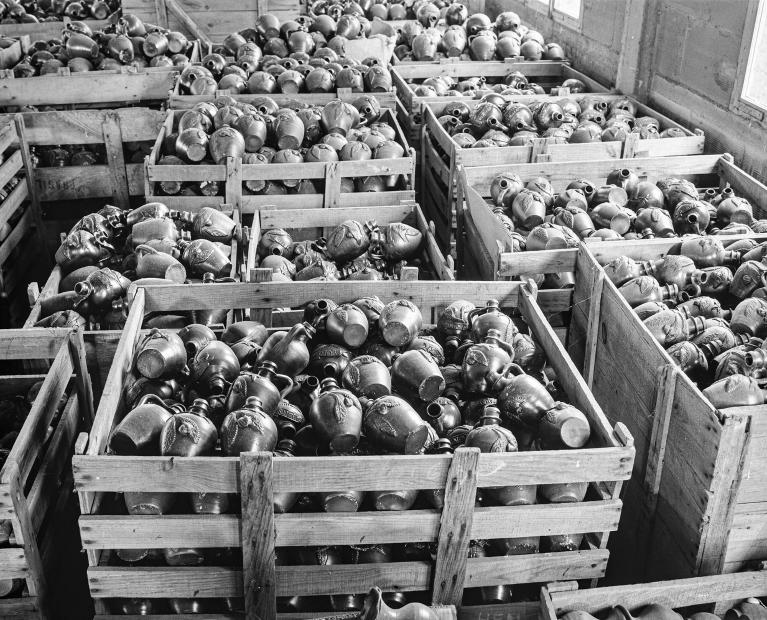
Ainsi à peu près de la moitié de la production se vendait sur commandes et l’autre moitié directement à la fabrique ou à l’exportation. Certaines poteries étaient expédiées en « cadres » par la gare de Littry, d’autres étaient directement livrées par les soins de la fabrique.
Aujourd’hui, les débouchés de l’usine ont bien changé. La poterie d’Yves Cheval ne possède pas de magasin de vente et écoule ses marchandises chez des grossistes et des distillateurs. Quant à la gamme des produits, elle s’est réduite à des pièces de vaisselle et des bouteilles de calvados vendues comme souvenirs (IVR25_19891401022X).
Actuellement seuls deux ouvriers polyvalents6 travaillent encore à la poterie : ils assurent toutes les opérations de la préparation de la pâte à la cuisson en passant par le tournage et la maintenance du matériel et des bâtiments. Depuis quelques années, Yves Cheval a annexé à la fabrique une entreprise commerciale distribuant du matériel informatique : cette dernière activité occupe tous les membres de la famille (son épouse, sa fille et son fils). Aussi le production potière devient, de jour en jour, un peu plus accessoire.









Photographe de l'Inventaire général du patrimoine culturel de Basse-Normandie de 1978 à 2008.